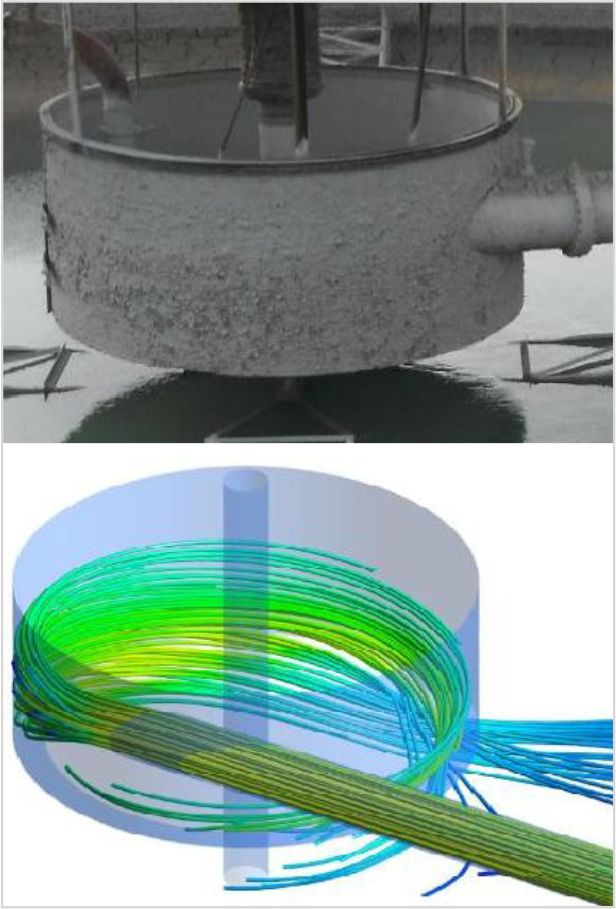
Open bottom designed feedwells are inefficient and typically suffer from short circuiting. The incoming feed lacks adequate mixing energy and sufficient contact with the flocculant and dilution water. Segregation then occurs causing the coarse material to settle and disperse to one side of the thickener floor, with the fine material then pluming towards the surface creating froth and resulting in dirty overflow. Since the development of CFD modelling, the more recent technology of the closed bottom designs has now also been discovered to short circuit. This usually leads to excessive flocculant consumption and poor performance with the thickener failing to meet the process objectives such as underflow densities and overflow clarities.
OPEN FEEDWELL DESIGN Limited mixing and distribution
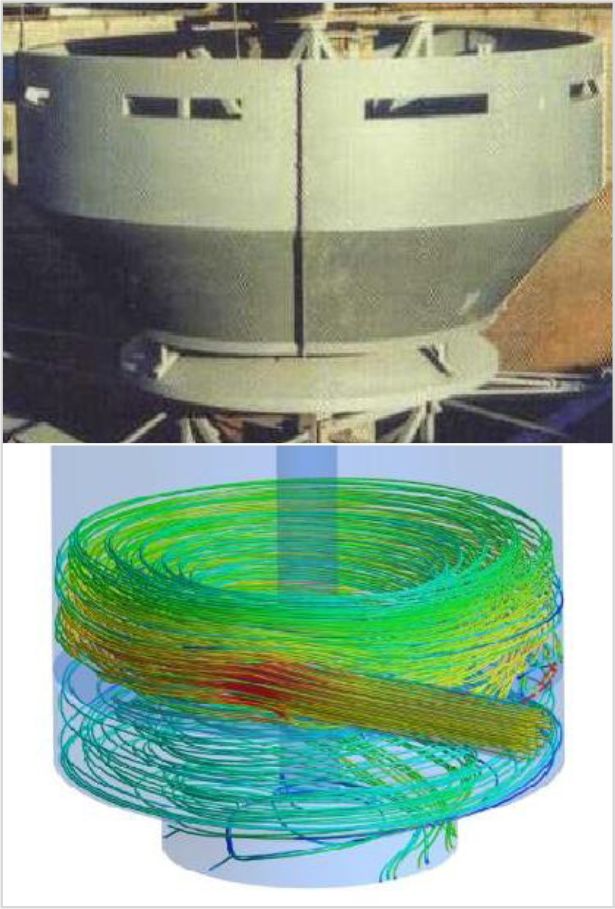
CLOSED FEEDWELL DESIGN Improved mixing but poor distribution
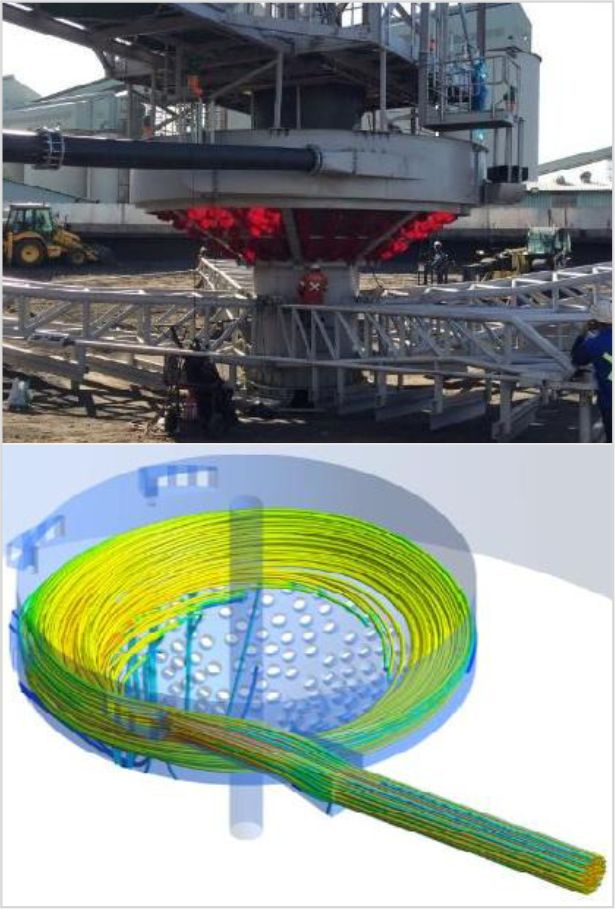
VECTOR® FEEDWELL DESIGN Optimal mixing and distribution
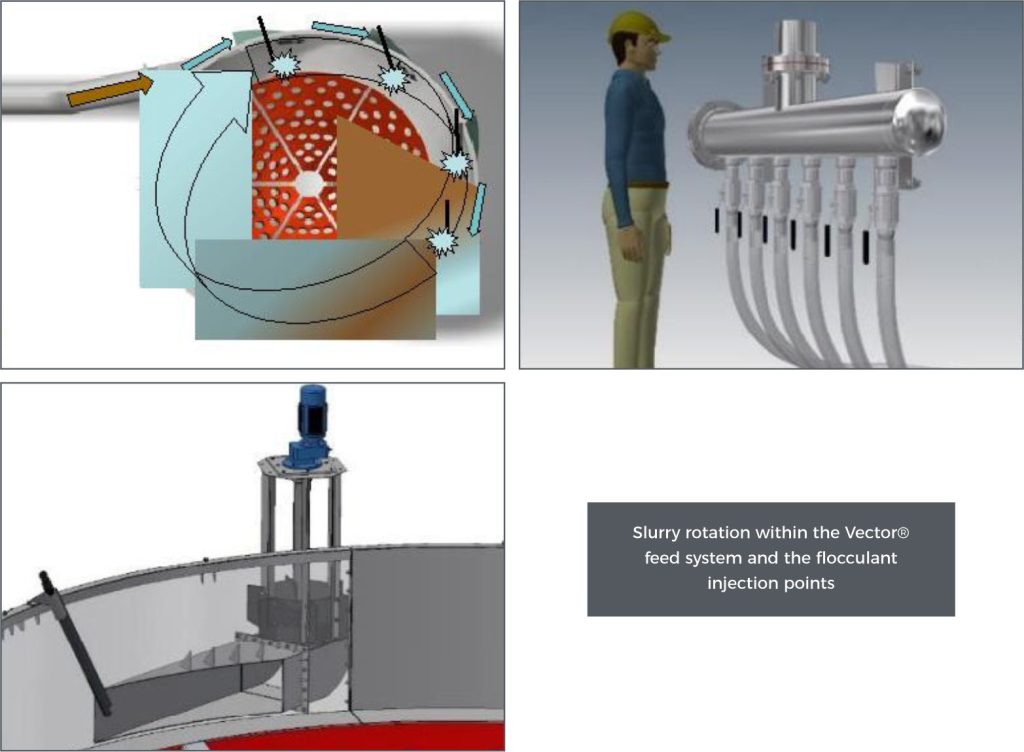
The distinguishing operating features of the Vector® feed system is its mixing efficiency utilizing a cyclone flow pattern, an in-stream flocculant injection method and its passive self-regulating or active forced dilution systems. Feed enters through the feed pipe at a higher velocity than the typical industry standard. This velocity promotes a vortex flow pattern inside the Vector® feedwell where flocculant at the desired strength is injected at pre-selected locations with the diluted feed. Particles that are not fully flocculated recirculate until they bridge with other floccules and gain enough mass to settle to the lower part of the feedwell body. The heavier floccules then leave the feedwell through the Vector® ports where the energy is controlled and dissipated in preparation for settling in the thickener tank. This proven method allows maximum solids contact while minimizing any shearing of the formed floccules.
The activated flocculant, after dilution to correct strength, is injected directly into the stream of the feed and slurry dilution water. The injectors are designed to prevent blockages and are easy to replace. Valves are fitted along with flexible hoses to enable easy connections and adjustable flows.
Feed Dilution
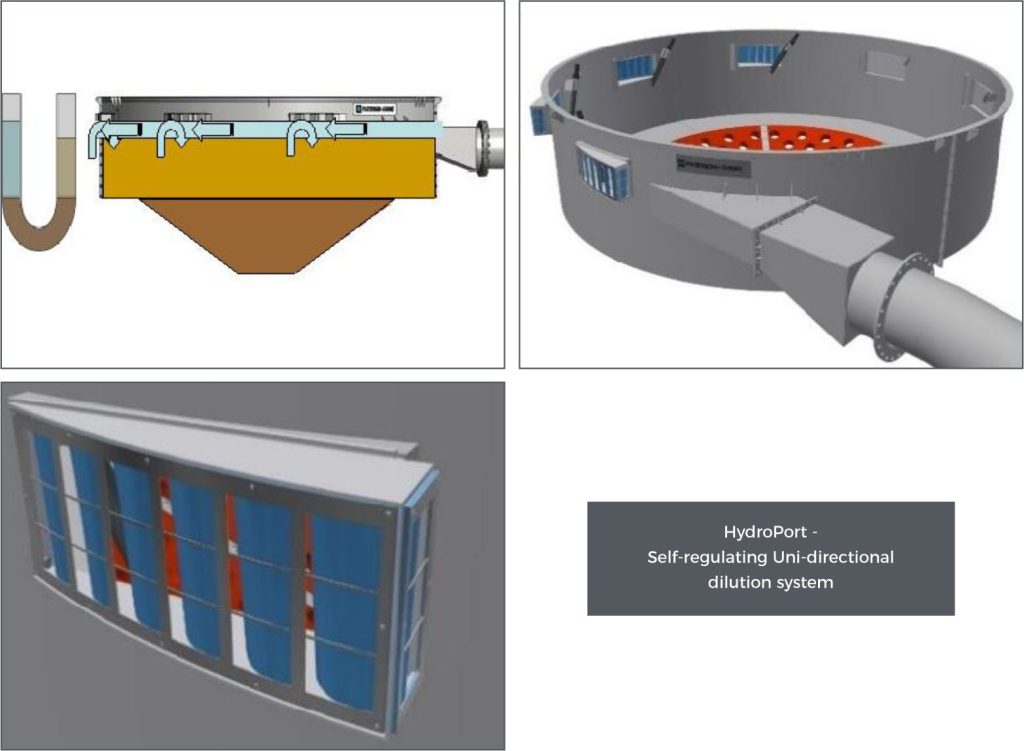
Diluting the feed to a selected concentration is critical for efficient flocculant and solids interaction. The Vector® feed system is fitted with either a HydroPort (passive) feed dilution system, or a HydroForce (active) controllable feed dilution system depending on the application. Both units dilute the incoming feed to the optimal concentration.
The HydroPort self-regulating dilution system utilizes the difference in specific gravities between the incoming slurry on the inside of the Vector® and the supernatant water on the outside. This differential head causes water outside to transfer inside thereby diluting the feed. Uni-directional ports are used to ensure feed does not escape when the inside slurry density becomes too low and liquid levels start to equalise. This method is unique in design and no other vendor provides an effective one direction passive dilution system.
Froth Management Systems
The HydroForce feed dilution system has been designed to not only control the feed solids concentration, but to also manage any froth that is generated on the thickener surface. The Vector® has been proven to significantly reduce froth by deaerating the incoming feed and by having an efficient mixing velocity that captures and flocculates solids within the froth. In applications that have excessive froth, the HydroForce is typically configured to capture, deaerate, dilute, flocculate and then inject the froth below the incoming feed stream. This provides an efficient method for destructing any froth that would usually carry solids to the overflow system.
The Vector® has been proven to provide more efficient mixing which significantly reduces the flocculant consumption and maximizes the settling properties of the floccules. The floccules are then discharged with a controlled velocity through each Vector® port to reduce over shearing.
The void spacing between the Vector® ports allows water to be released during the discharge process and provides a pathway for the unhindered migration of the water towards the surface. We have seen a significant reduction in froth after installing Vector® feed systems. The design considers deaeration in the process, but also allows for the collection and destruction of froth within the HydroForce feed dilution system.
Diluting the feed to a selected concentration is critical for efficient flocculant and solids interaction. The Vector® feed system is fitted with either a HydroPort (passive) feed dilution system, or a HydroForce (active) controllable feed dilution system depending on the application. Both units dilute the incoming feed to the optimal concentration.
The HydroPort self-regulating dilution system utilizes the difference in specific gravities between the incoming slurry on the inside of the Vector® and the supernatant water on the outside. This differential head causes water outside to transfer inside thereby diluting the feed. Uni-directional ports are used to ensure feed does not escape when the inside slurry density becomes too low and liquid levels start to equalise. This method is unique in design and no other vendor provides an effective one direction passive dilution system.
The HydroForce feed dilution system has been designed to not only control the feed solids concentration, but to also manage any froth that is generated on the thickener surface. The Vector® has been proven to significantly reduce froth by deaerating the incoming feed and by having an efficient mixing velocity that captures and flocculates solids within the froth. In applications that have excessive froth, the HydroForce is typically configured to capture, deaerate, dilute, flocculate and then inject the froth below the incoming feed stream. This provides an efficient method for destructing any froth that would usually carry solids to the overflow system.
Typical Site Results
UPC Vector® Feed System. Results after Vector® feed system upgrade.
The Vector® has been proven to provide more efficient mixing which significantly reduces the flocculant consumption and maximizes the settling properties of the floccules. The floccules are then discharged with a controlled velocity through each Vector® port to reduce over shearing.
The void spacing between the Vector® ports allows water to be released during the discharge process and provides a pathway for the unhindered migration of the water towards the surface. We have seen a significant reduction in froth after installing Vector® feed systems. The design considers deaeration in the process, but also allows for the collection and destruction of froth within the HydroForce feed dilution system.
Maintenance Benefits
The Vector® sectors are fabricated of a wear and scale build-up resistant urethane material which can be selected to suit each specific application if required. In the unlikely event that any damage occurs, these sectors are easily replaced manually by two persons with minimal downtime. A different Vector® sector configuration can also be designed, supplied and easily installed if required.
Comparisons
Physical Comparison: The P&C Vector® feed system offers less interference with existing structures and typically has a smaller diameter than its equivalent standard feedwell counterpart. Because of its smaller diameter and wear resistant urethane components, it is also much lighter. Figure 7 presents a visual comparison of the Vector® feed system and an equivalent standard feedwell with a similar duty.
Process Comparison: Installing a more efficient feed system can not only improve performance but can also reduce operating costs. P&C recently installed two Vector® feed systems for a leach concentrate and a flotation tailings thickener. Both thickeners were operating poorly with froth build-up on the surface, dirty overflow causing blockages, excessive flocculant consumption, low underflow densities and very poor control. On the concentrate duty the froth build-up and dirty overflow resulted in a loss of valuable concentrates, if not immediately captured it would recirculate back to the mill where it would be over-ground and lost in flotation.
The Vector® has been proven to provide more efficient mixing which significantly reduces the flocculant consumption and maximizes the settling properties of the floccules. The floccules are then discharged with a controlled velocity through each Vector® port to reduce over shearing.
The void spacing between the Vector® ports allows water to be released during the discharge process and provides a pathway for the unhindered migration of the water towards the surface. We have seen a significant reduction in froth after installing Vector® feed systems. The design considers deaeration in the process, but also allows for the collection and destruction of froth within the HydroForce feed dilution system.
The Vector® sectors are fabricated of a wear and scale build-up resistant urethane material which can be selected to suit each specific application if required. In the unlikely event that any damage occurs, these sectors are easily replaced manually by two persons with minimal downtime. A different Vector® sector configuration can also be designed, supplied and easily installed if required.
Physical Comparison: The P&C Vector® feed system offers less interference with existing structures and typically has a smaller diameter than its equivalent standard feedwell counterpart. Because of its smaller diameter and wear resistant urethane components, it is also much lighter. Figure 7 presents a visual comparison of the Vector® feed system and an equivalent standard feedwell with a similar duty.
Process Comparison: Installing a more efficient feed system can not only improve performance but can also reduce operating costs. P&C recently installed two Vector® feed systems for a leach concentrate and a flotation tailings thickener. Both thickeners were operating poorly with froth build-up on the surface, dirty overflow causing blockages, excessive flocculant consumption, low underflow densities and very poor control. On the concentrate duty the froth build-up and dirty overflow resulted in a loss of valuable concentrates, if not immediately captured it would recirculate back to the mill where it would be over-ground and lost in flotation.